

Bega Dairy & Drinks
The Challenge
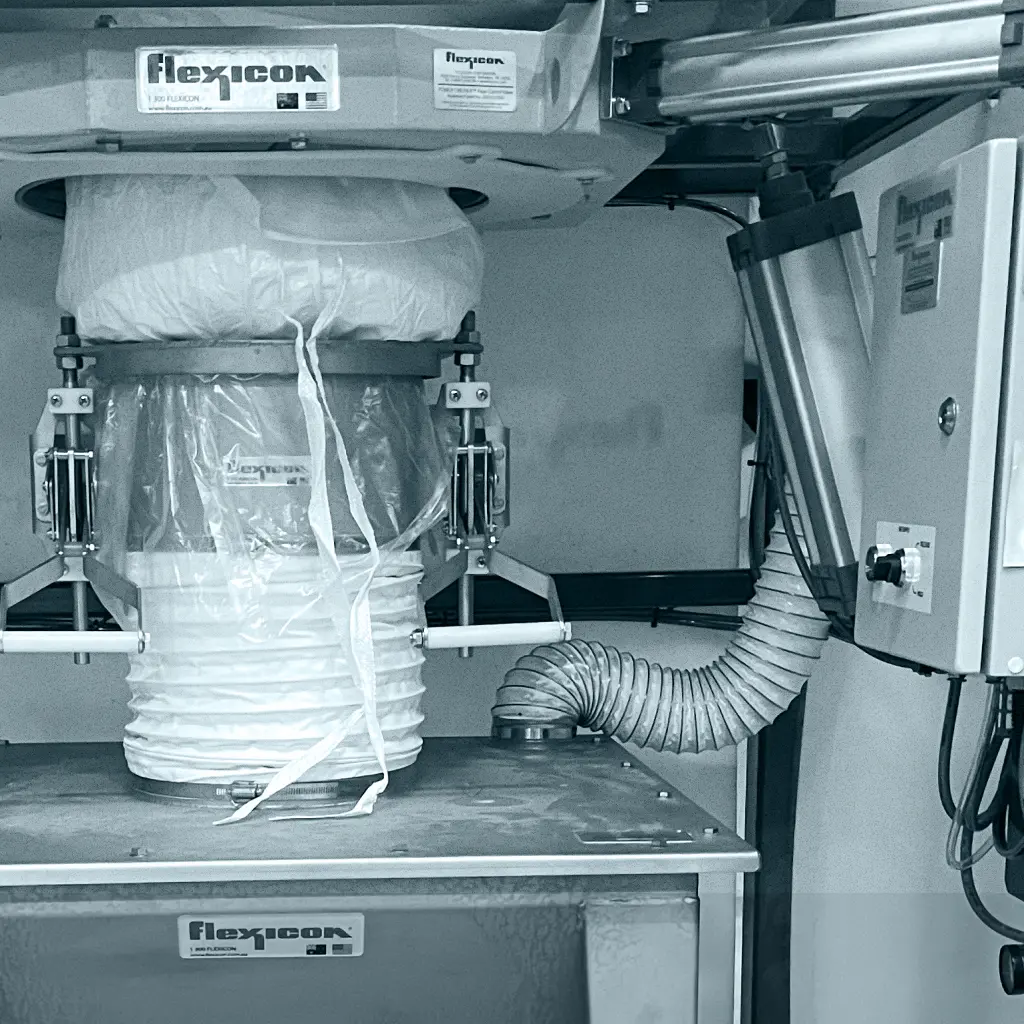
Design and installation of an automatic skim milk powder mixing system. The system automates one-tonne bag handling using load cell potentiometers for precise measurement and controlled distribution into the mixing table. Nortech delivered full mechanical, electrical and instrumentation scope under hazardous area classification.
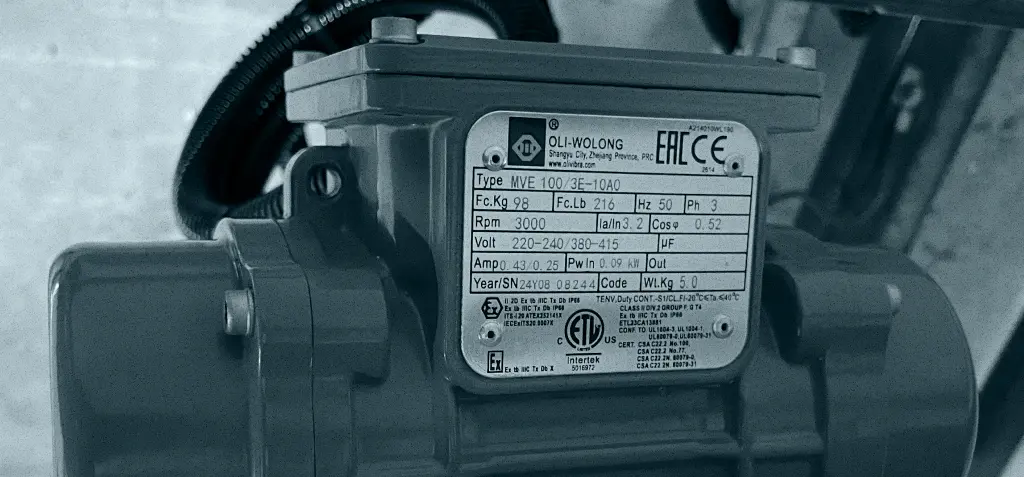
The project area was classified hazardous due to the combustible concentration of airborne skim milk powder, requiring full IECEx compliance under AS/NZS 60079 and AS3000.
The existing process relied on manual bag handling — slow, inconsistent, and unsafe. The challenge was to deliver an Ex-rated automation system within tight operational windows, inside a live food-grade production facility.

The Solution
Nortech’s team applied a systemised engineering approach from planning to commissioning.
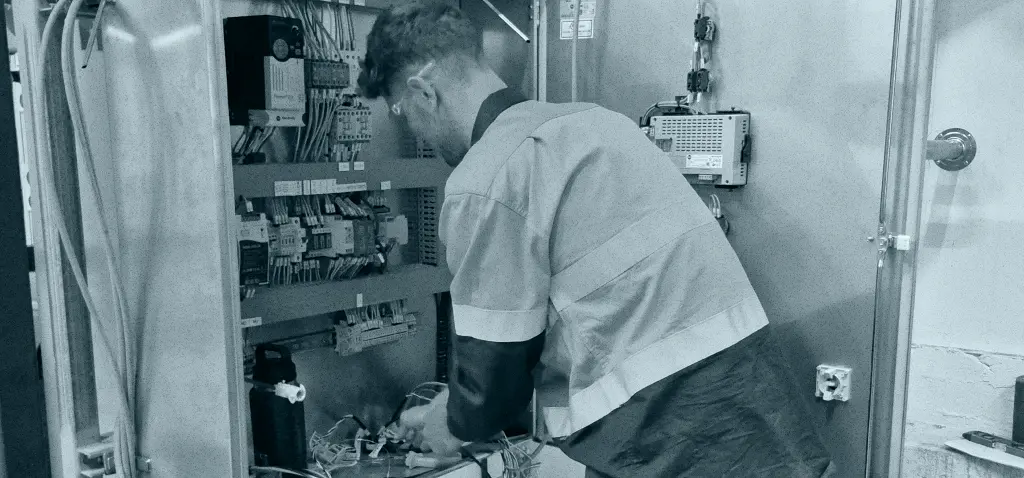
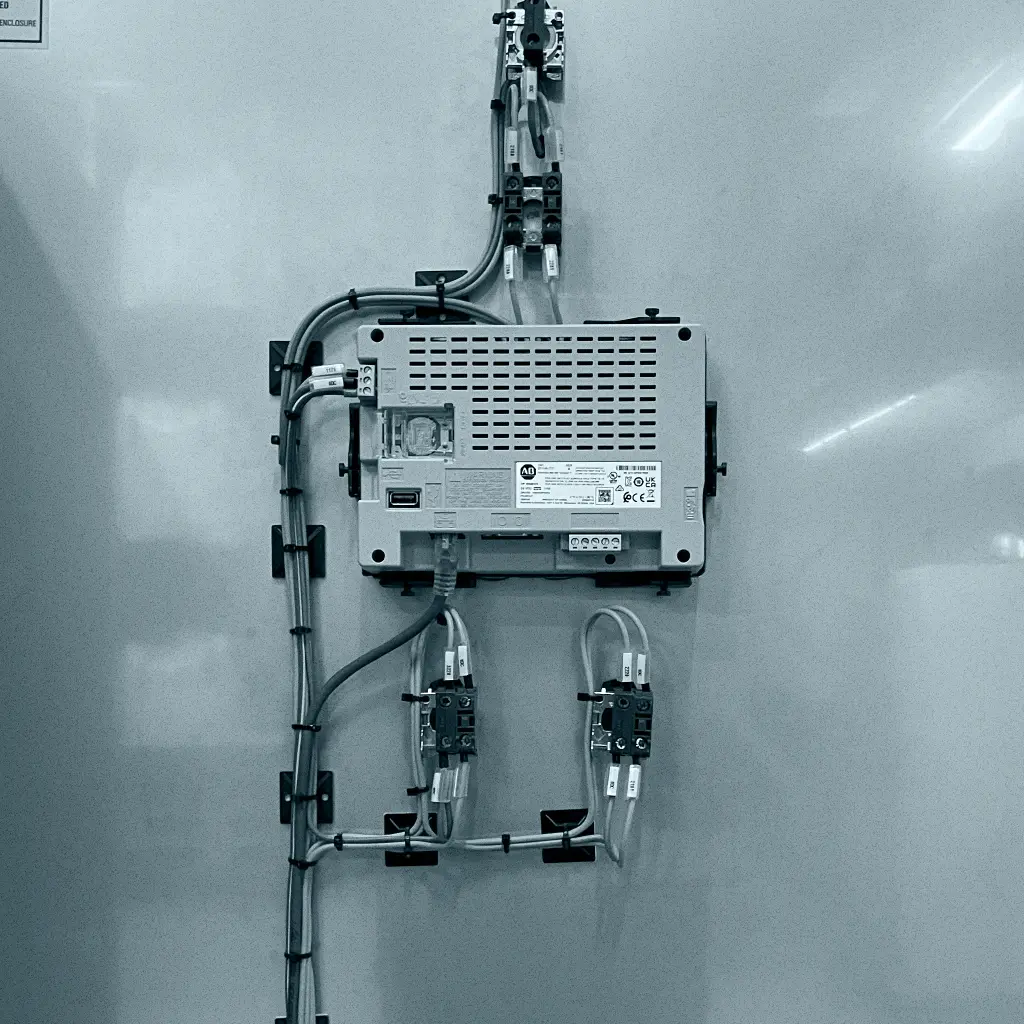
- Designed a robust, Ex-compliant electrical system using Ex e and Ex d protection methods.
- Applied Nortech’s Hazardous Area Inspection & Verification System and QA workflow to ensure traceable compliance.
- Managed isolation, communication, and scheduling in a restricted operating environment with zero impact to ongoing production.
- Delivered all penetrations, switchboard bracket fabrication, and mechanical integration under a controlled and documented SOP chain.
Preparation was anchored by comprehensive QA documentation, ITRs, and shutdown planning. All isolations and permits were managed through coordinated client interface meetings.
Nortech’s internal QA and verification systems reduced rework risk and field error, ensuring first-pass completion. Despite multiple operational constraints, Nortech delivered on time, within budget, and to food-grade compliance standards.
The Results
- Achieved full hazardous area compliance on first inspection.
- Eliminated manual handling, improving safety and reducing injury risk.
- Increased process efficiency and consistency, directly improving production throughput.
- Delivered a system that met Bega’s national food safety and Ex-rating requirements without unplanned downtime.
This project demonstrates Nortech’s capability to deliver multi-discipline Ex-rated design, fabrication, and commissioning in one integrated package.
When conditions were stacked against success — live facility, strict food standards, limited shutdown windows — Nortech still delivered safely, compliantly, and without deviation.
Reliable. Compliant. Systemised. Exactly how hazardous area work should be done.


Other Projects

Bega Skim Milk Rehydration Plant
Delivered Fast: Complete Turnkey Solution with Zero Compromise on Quality

Silica Resources Australia
Powering Progress: How Silica Resources Australia Launched Their High-Grade Silica Plant with Our End-to-End Services



Get our capability statement
Download our comprehensive capability statement to learn more about our services and expertise.

Join our mailing list
Stay updated with our latest news, projects, and industry insights delivered to your inbox.
